免費電話:0752-2296676

新聞資訊
NEWS
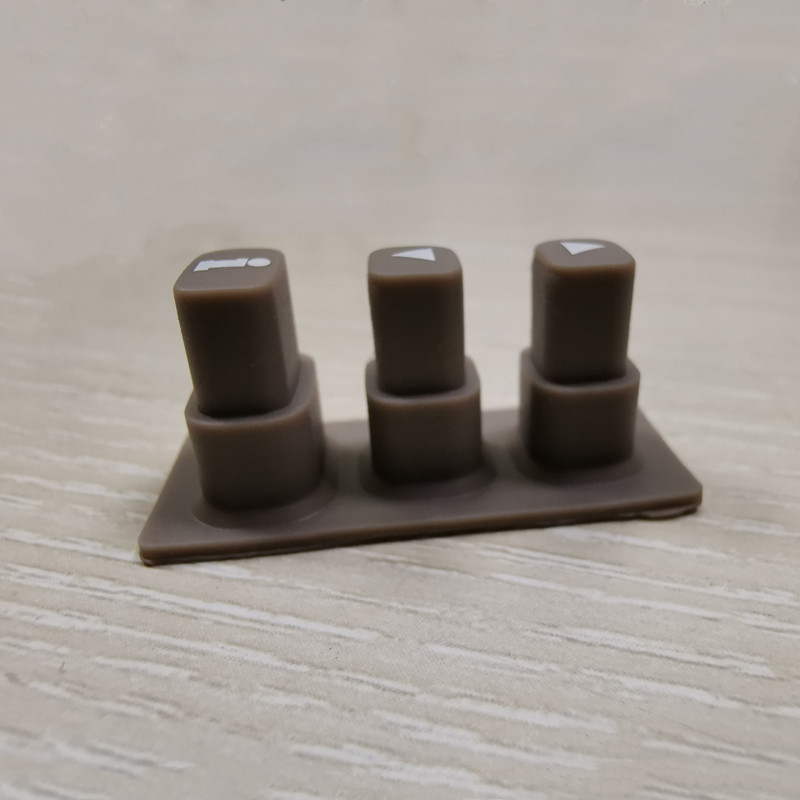
硅膠按鍵成型流程
網(wǎng)站編輯:DL │ 發(fā)表時間:2019-10-16 11:02
硅膠按鍵成型流程
硅膠按鍵成型流程是將添加好硫化劑及調(diào)配好顏色的硅膠按鍵原料,按產(chǎn)品的生產(chǎn)工藝要求,把裁切好的原料排放在成型模具當中進行加溫硫化,成型是硅膠制品生產(chǎn)環(huán)節(jié)中的最重要的一步,關(guān)系到硅膠按鍵品質(zhì)的重要環(huán)節(jié),生產(chǎn)時要嚴格管控。那么硅膠按鍵在成型時會受到什么因素影響呢?
一. 成型壓力
表現(xiàn)形式:硅膠按鍵在成型模具中成型(硫化)時硫化機對成型模具所施加的壓力值
1.壓力過低
危害:造成硅膠制品缺膠、荷重偏高、基厚偏厚、長度偏短等不良
2.壓力過高
危害:造成硅膠制品荷重偏低、基厚偏薄、長度偏長等不良<壓力值過高會損壞硫化機>
二. 排氣
表現(xiàn)形式:硅膠按鍵膠料放置于成型模具后,合模的瞬間會帶入許多空氣,空氣是不可能與硅膠原料融為一體的,沒有將這些空氣排放出來,造成硅膠按鍵成型后表面產(chǎn)生氣泡。需要我 們在合模加壓后將模具張開,便于模具中的空氣排出。
方法:設定模具張開的距離和張開的次數(shù),排氣行程和排氣次數(shù),通常排氣行程一般都設定在0.2-0.8mm,排氣次數(shù)一般都設定為1-3次。
三. 模溫
表現(xiàn)形式:上下模兩組溫度組成。模溫分為表溫和實測溫度,表溫是指在硫化機上所設定的溫度,實測溫度指用模溫表測得的實際溫度。
1.加硫溫度過低
危害:導致硅膠按鍵硫化不完全(發(fā)軟)、氣泡(包風)、荷重偏低、尺寸偏長等不良,
2加硫溫度過高
危害:導致硅膠按鍵缺膠、表面麻面、荷重偏高、尺寸偏短、手感差等異常。
方法:一般的硅膠按鍵成型(硫化)的溫度大約設定在160-200℃(具體參數(shù)要根據(jù)每款產(chǎn)品結(jié)構(gòu)設定)
四. 成型硫化時間
表現(xiàn)形式:硅膠按鍵成型(硫化)時在高溫高壓條件下所持續(xù)的時間。
1.硫化時間設定短
危害:導致硅膠制品硫化不完全(發(fā)軟)、氣泡(包風)等不良,
2.硫化時間設定長
危害:會導致硅膠制品變脆、難脫模等異常。
總結(jié):
硅膠按鍵成型時非常重要的一道工序,其中影響因素有壓力、排氣、模溫和時間。除此之外還有上停時間、下停時間、二次排氣、二次進料等因素影響。所以操作員在進行硅膠按鍵的成型時要認真的注意上述中的因素,一定要按照工藝要求標準化操作,避免硅膠按鍵在成型時產(chǎn)生不良,對硅膠制品廠造成了人力、物力、財力的損失。
新聞資訊
- 硅膠按鍵滴膠工藝及制作過程16-10
- 硅膠按鍵成型流程16-10
- 硅膠原料裁料工序?qū)Τ尚蜕a(chǎn)的...19-09
- 硅膠按鍵氣泡(包風)不良的解決方法31-07
- 如何高效省錢去生產(chǎn)硅膠按鍵表面刮漆(刮油墨...30-07
- 硅膠按鍵絲印耐磨性差掉字的原因26-07
- 休眠膠料(也叫醒料)的應用22-07
- 硅膠按鍵倒壓(麻木)不良的原因是如何產(chǎn)生的?...20-07



- 關(guān)于我們 鼎力公司簡介 鼎力榮譽資質(zhì) 鼎力企業(yè)文化 鼎力發(fā)展歷程
- 產(chǎn)品展示 鼎力硅膠按鍵 鼎力新款硅膠 鼎力硅膠雜件 鼎力硅膠餐具 鼎力硅膠保護套
- 公司相冊 鼎力模具 鼎力設備 鼎力車間
- 資訊中心 鼎力新聞 行業(yè)動態(tài)
- 聯(lián)系我們 聯(lián)系方式 在線留言

微信公眾平臺
關(guān)注鼎力硅橡膠制品
服務咨詢熱線
0752-2296676
Copyright(c)2004-2022 惠州市鼎力硅橡膠制品有限公司 粵ICP備17020904號